 тел.: +38(0536)74-08-47
тел.: +38(0536)74-08-47 факс: +38(0536)74-21-14
факс: +38(0536)74-21-14 моб.: +38(067)530-82-46
моб.: +38(067)530-82-46 Email:
Email: Гибка металла
Точная гибка деталей из листового металла.
Предлагаем услуги по гибке листового материала на современном немецком оборудовании "BEYELER". Предприятие Рассвет осуществляет надежную точную гибку из металла различных деталей и конструкций. В короткий срок мы изготовим нужное для Вас изделия, а наши специалисты проконсультируют и помогут произвести расчеты.
 Тандемная гибочная установка состоит из двух гидравлических гибочных прессов "BEYELER" с ЧПУ (числовым программным управлением) и предназначена для изготовления металлоизделий посредством гибки деталей из листового материала. Прессы могут работать как одна установка, так и отдельно. Процесс гибки металла автоматизирован, хотя есть возможность изготовления металлоизделий в ручном режиме.
Тандемная гибочная установка состоит из двух гидравлических гибочных прессов "BEYELER" с ЧПУ (числовым программным управлением) и предназначена для изготовления металлоизделий посредством гибки деталей из листового материала. Прессы могут работать как одна установка, так и отдельно. Процесс гибки металла автоматизирован, хотя есть возможность изготовления металлоизделий в ручном режиме.
Технические характеристики выполняемых работ
Максимальная толщина сгибаемой детали зависит от длины гибки, механических свойств материала, и применяемого инструмента. Это позволяет изготавливать практически любые металлоизделия для машиностроения, строительства и пр.

- точность позиционирования базовых упоров ± 0,1 мм
- максимальная длина сгибаемых деталей - 6600 мм.;
- мощность установки 320 т + 320 т;
- длина гиба 3300 + 3300 мм;
- инструменты для гибки позволяют производить гибку деталей различной конфигурации, сложности и толщины.
Выполняемые нами работы:

- гибку всех тонколистовых сталей;
- гибку листовой стали толщиной до 12 мм (включительно), длиной 6600 мм с временным сопротивлением разрыву (σв) 333 МПа (например: сталь 10 КП);
- гибку листовой стали толщиной до 10 мм (включительно), длиной 6600 мм с временным сопротивлением разрыву (σв) 490 МПа (например: сталь 15ХСНД, 16ГС, 10Г2С1);
- гибку листовой стали толщиной 14 мм , длиной 500 мм с временным сопротивлением разрыву (σв) 510 МПа (например: сталь 17ГС, 15ГФ).
При длине гиба 6600 мм максимальная полка составляет 400 мм. Гидравлический пресс управляется с помощью точной многоосевой системы ЧПУ и базируется на новейших достижениях в области электроники и гидравлики.
 При гибке металла положение и синхронность движения пуансонов фиксируются высокоточными линейными датчиками и регулируются с помощью клапанов управления. Позиционирование листовых заготовок осуществляется с помощью универсальных многоосевых задних упоров управляемых системой ЧПУ. Оборудование оснащено вспомогательными гидравлическими приспособлениями для гибки металла в листах больших размеров.
При гибке металла положение и синхронность движения пуансонов фиксируются высокоточными линейными датчиками и регулируются с помощью клапанов управления. Позиционирование листовых заготовок осуществляется с помощью универсальных многоосевых задних упоров управляемых системой ЧПУ. Оборудование оснащено вспомогательными гидравлическими приспособлениями для гибки металла в листах больших размеров.
На данном оборудовании возможно производить гибку деталей различных размеров с высокой точностью. Возможна гибка деталей с большими радиусами, в этом случае поверхность представляет собой совокупность граней малой величины. Также возможна гибка деталей с косыми полками.
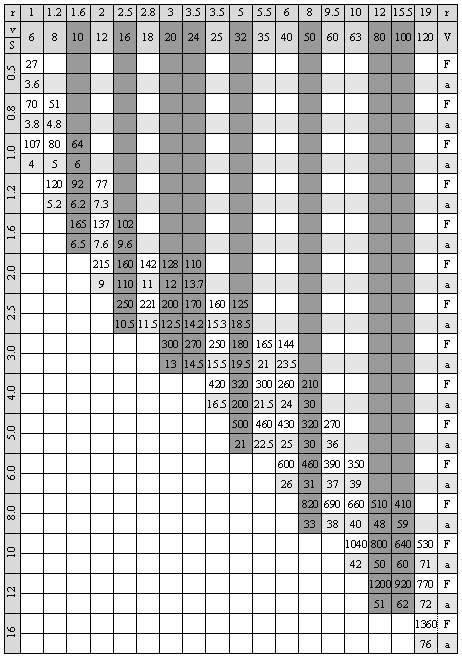
Диаграмма условий гибки металла.
Минимально допустимые величины полки 'а' при гибке металла на различных матрицах в зависимости от толщины листовой заготовки. Столбцы, выделенные серым цветом, - имеющиеся инструменты (матрицы).
Гибка металла — это не только получение желательной формы и размеров того или иного изделия, но и гораздо большая прочность металлической конструкции, поскольку данный технологический процесс позволяет добиться нужной конфигурации без сварочного шва, что продлевает срок эксплуатации изделия.
Гибка металла обеспечивает целостность и прочность заготовки, а также значительно сокращает вероятность возникновения коррозии.
